Product Category
Product Category
We Specialise in Custom Printed Perfume Bottle Boxes Base on Your Requirements. Select Design and Creative Your own Perfume Packaging Boxes.
Read More
Various Kinds of Round Paper Box Manufacturer, Custom Circle Packaging Boxes Provided by Shenzhen Top&Top Printing Packing Co., Ltd.
Read More
Advanced Manufacturing Technique,Manufacturing Fully Custom Printed Cosmetic Packaging Boxes in All shapes,Sizes and Colors.
Read More
Delicately Designed & Printed Luxury Candle Packaging Boxes Can Make Your Products Enticing for The Customers.
Read More
Quality Paper Shopping Bags At The Right Price. Save On All Your Packaging Needs from Here.
Read More
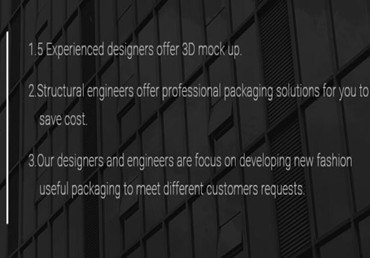
Highest Quality at The Best Prices for Book Printing. Making Your Own Book. Shenzhen Top&Top Printing Pacaking Co., Ltd has more than 15+years of experience in printing and packaging,which owns 69 equipments and 6800 square meter factory. and approved SGS and FSC certifiction. Top&Top Packaging has enough confident to offer professional packaging solutions and printing service.
Read More
Very suitable for gift packaging, wedding decoration, hotel decoration, party decoration, Christmas decoration, invitation card, DIY bow, decorations, handicrafts, toys, DIY essential accessories.
Read MoreEstablished in 2005,SHENZHEN TOP&TOP PRINTING PACKING CO., LTD Located in Shenzhen city, occupied 6800 square meters, and has more than 600 workers. We are a professional enterprise that specializes in developing, designing , producing and selling of printing packing products. Our main products include double paper cosmetic box, printing service, candle box, jewelry paper box, round paper box, carton box, shopping paper bag etc. Those have been sold throughout the whole world, covering the United States, Europe, Australia,Southeast Asia. Ou...

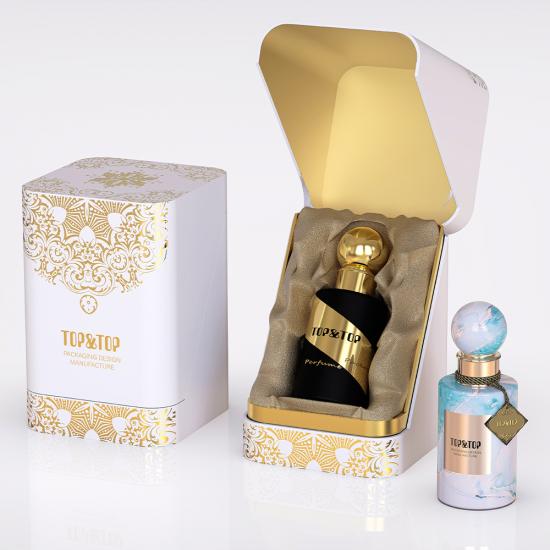
Factory Price Custom High Quality Rigid Paper Cardboard Gift Box for Cosmetic Perfume Skin Care Products Packaging
Factory Price Custom High Quality Rigid Paper Cardboard Gift Box for Cosmetic Perfume Skin Care Products Packaging

Details about Perfume Gift Packaging Wholesale: We are here to provide you with the Best Quality Perfume Boxes that equally match the quality of perfumes packed inside. Share design ideas or let us design it according to your instructions, we will definitely end-up with beautifully designed boxes. Such fragile cosmetics need to pack in durable packaging, we manufacture quality boxes with ecological cardboard stock that not only provides protection to perfumes but also keeps this product safe from heat or outer pollutants. We, at The Custom Packaging, are producing the best packaging to create worth of your perfume business. Contact us to get First-class Perfume Boxes in any size, shape or design.

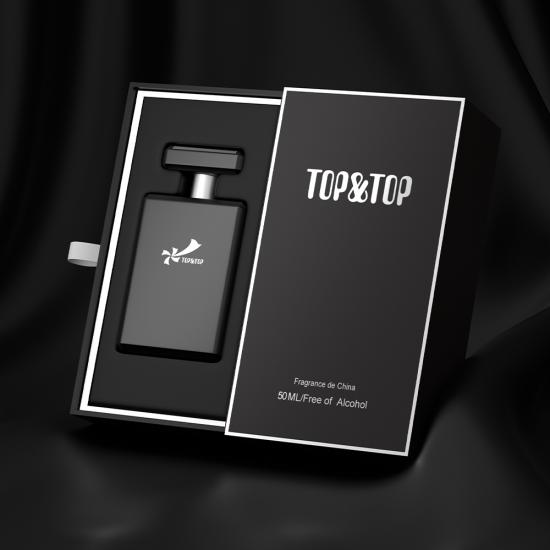
Details about Perfume Gift Boxes Wholesale: If you are looking for a packaging solution that is sleek and modern, our double-door perfume bottle box is the perfect option for you. This packaging option is designed to showcase your perfume in a way that is both practical and aesthetically pleasing.
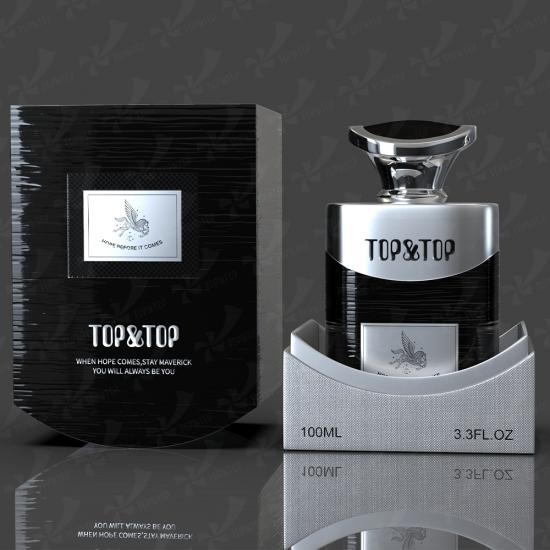
Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.
Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Custom Gift Boxes Packaging Wholesale: One of the major benefits of custom perfume boxes is they add branding value to your products. Branding can be expressed in a variety of ways, including the use of labels, laser etching and even environmentally friendly materials. Your fragrances are left with an attractive and professional feel. It can help you stand out in the competitive market.

Details about Paper Tube Packaging Wholesale: We can provide you with different types of custom packaging, including printed kraft paper tubes. Such as used to package perfume, essential oils, skin care products, etc. We can provide custom packaging for different types of retail products. This custom paper tube packaging is made by applying designs and text to brown kraft paper, allowing customers to have a basis for judgment when preparing their items and choosing custom-designed packaging helps in market expansion.

Order TOP&TOP New Design Double Open Door Perfume Box Packaging! This innovative packaging solution features two doors that open from the middle, providing a unique and eye-catching way to present your gift or product. The snap-tab closure ensures secure packaging while the easy-to-open design makes it convenient for your customers. With TOP&TOP Double Door Box Packaging, you can showcase your brand in a visually appealing way that will make your product stand out on any shelf. Don't settle for ordinary packaging, upgrade to TOP&TOP Double Door Box Packaging and give your customers an unforgettable unboxing experience. Order now and elevate your brand with our exceptional packaging solutions.

Order TOP&TOP New Design Double Open Door Perfume Box Packaging! This innovative packaging solution features two doors that open from the middle, providing a unique and eye-catching way to present your gift or product. The snap-tab closure ensures secure packaging while the easy-to-open design makes it convenient for your customers. With TOP&TOP Double Door Box Packaging, you can showcase your brand in a visually appealing way that will make your product stand out on any shelf. Don't settle for ordinary packaging, upgrade to TOP&TOP Double Door Box Packaging and give your customers an unforgettable unboxing experience. Order now and elevate your brand with our exceptional packaging solutions.
 15+
15+
experience
 6800
6800
factory area
 5
5
production
 6000
6000
productive capacity
Shenzhen Top & Top Printing Packing Co.,Limited is located in the heart of Shenzhen,China.Its state of the art facility offers a wide range of printing and packaging solutions including the manufacturing of books,cosmetics and customized finishings,as well as OEM/ODM services to both its foreign and domestic partners.

Dec 2023
Merry Christmas with lots of love! I hope you receive one blessing after another this coming year.
Read More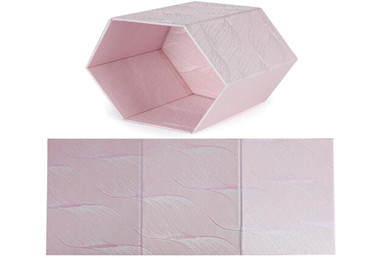
Sep 2021
Shenzhen Top&Top printing packaging Co .,ltd designed new structure for tube box.The paper box is hexagonal cylinder.As a professional packaging printing company,we can help you design paper box according to your products size and color .If you have no Adobe Illustrator Artwork,we can help you finish it.Fanily we produce the packaging that you want. Our new structure of paper box can save your shipping space and cut down your cost.It is perfectly used for flowers packaging.of course ,you can choose one right paper material for your packaging.such as art paper,cardboard . As for the finishing,there are many choice for you ,such as:Hot stamping, Glossy lamination, Matt Lamination, Varnishing, UV coating and so on. One reasonable paper box can help you save cost and make your products outstanding.
Read More
Mar 2021
It was the big day for Top&Top,Becasue we moved a new office adress.and our manager gave a speech on stage: "Thank you very much for you have been so supportive and helping to us over the years. Here, all employees of TOP & TOP Printing Pack Co.,Ltd express our heartfelt thanks. " In the need of further development,Since January 1, 2021, our company has officially changed to a new office address. The specific address and contact information is attached.We apologize for the inconvenience caused to you and your company due to our company changes address. Our company will take this change as a new starting and continue to deepen the cooperation with your company.Thank you for your long-term support and attention again. New office address: R20,Building C,Ping Xin Nan Road No33 PingHu Town,Longgang District,Shenzhen,China If you have any packaging problems,please feel free to contact with us,we will offer the professional solutions for you.
Read More
Jan 2021
When you want to custom your packaging ,do you know how to custom packaging? The steps as below: 1. Communicate product positioning and reference examples or expected style; 2. Determine the price according to the quantity and sign the contract; 3. Design the design by the designer; 4. Proof on the computer; 5. Communicate and determine the prototype; 6. Print on the computer in batches; 7 . Logistics distribution according to the address; 8. Settlement. So if you have a professional packaging manufacturer to help you,you can save many time and cost.Top&Top Printing Packaging can offer the professional solutions for your unique packaging.
Read More
Nov 2020
The corrugated box is a branch of the carton box, named after the unfolded shape resembles a box. Nowadays, some online shopping e-commerce companies also use corrugated box packaging as their shipping mailer box, which can save effort without using adhesive tape. Pay attention to the following aspects when choosing a customized shipping box: 1. Select the number of layers The commonly used material of carton boxes is corrugated paper, generally 3 and 5 layers are common. Clothes, small accessories, etc. use 3 layers of corrugated paper; factory parts, electronic products, etc. use 5 layers of thickness. 2. Personalized customization Merchants can customize according to the characteristics of the product. For example, users who make flower headwear can choose to make a window-opening paper box, which can intuitively display the characteristics of the product, attract the attention of customers, and protect the transportation safety of the product. Therefore, the paper box not only allows customers to experience convenience, but also enables customers to develop their creativity.What is more ,the shipping box can protect the products when shipping.
Read More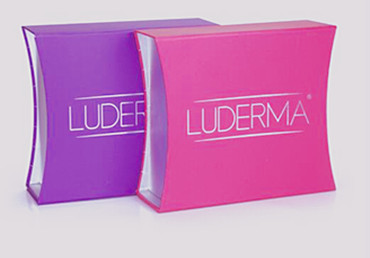
Sep 2020
Customers who are new to printing needs have a question in their minds, why the more the number of printing, the cheaper the price? Today, Top&Top printing give you an answer to this question. In fact, the printing needs, in the whole process, many costs are fixed and unchanging, printing one and printing 10,000 are the same. For example: modeling of packaging boxes, the modeling cost is as high as 5,000 yuan, but only 10 pcs are printed. Under the cost of the factory, even if the factory does not make a penny, the quotation for each box will be as high as 500+yuan. And if you print 1,000 pcs,the extra cost of each box will only increase by 5 yuan. In this way, with artificial materials and so on, the price per paper box may be only about 10 yuan. Therefore, the specific price is calculated according to the cost of the demand. The main factors affecting the price are: the number of printing, materials, and craftsmanship. If you need know more about Customized Paper Packaging,please learn more :www.top-packaging.com
Read More
Aug 2020
There is no doubt that the packaging of a good digital product cannot be perfunctory. Good packaging, in addition to protecting the product from damage, it can also beautify the product, improve the product grade, and make consumers resonate visually and psychologically! It is undeniable that product quality is important, and product paper packaging should not be sloppy. People's consumption concept directly affects consumers' evaluation of their products. Good packaging can give consumers a good first impression, which also determines his behavior. . Of course a good product must match a good paper packaging box! The packaging boxes produced by the product packaging box manufacturers, according to the needs of customers and consumers, produce and design gift packaging boxes with energizing souls to meet the needs of consumers. More importantly, it is necessary to truly recognize the needs of consumers. To design and plan according to the needs of humanity, produce packaging products that meet the needs of human nature, arouse and satisfy the desires of customers, regard customers as the starting point and center of the entire market activity, and compete for the first opportunity in the market!
Read More
Jul 2020
In recent years, the cosmetics market has become more and more mature and has been developing steadily. As the main force in the development of cosmetics, facial masks have been sought after by many female consumers. There are many facial mask products on the market. In addition to the types and effects, the packaging boxes of the facial masks are also changing. Therefore, the famous gift box packaging is an integral part of the product. As a commodity, facial mask has two attributes: use value and value. However, commodities in modern society generally require the participation of packaging to enhance the potential value of commodities. Facial mask is a product that combines with exquisite packaging box to have market competitiveness. If a product produced by a facial mask manufacturer enters the market without packaging, according to the results of previous market surveys, the sales of this product will not be very good. So: good product marketing plan = good product + exquisite packaging. When the facial mask product flows from the production site to the consumer field, there are not only loading and unloading, transportation, storage and other links. The exquisite facial mask packaging gift box can not only serve as countless salespersons, but also protect the facial mask product from external conditions. The mask gift box should be reliable, applicable, beautiful and economical!
Read More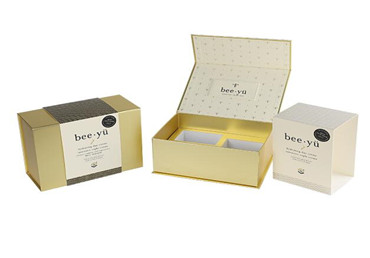
Jul 2020
1. Design fee: There are single-piece calculation method and multi-piece calculation method for calculating design time. The paper box generally uses the single-piece calculation method. 2. The pre-press cost includes image scanning, imposition, film production, proofing, etc.: scanning is based on the size of the image information (mega), and the imposition is charged according to the size of the format (off, four, etc.); proofing is based on the size and color number toll. Customers bringing their own CDs or films, etc., shall deduct the cost of the corresponding items. 3. Material cost: As far as printed products are concerned, material cost accounts for a large proportion of the entire printing cost, so precisely controlling the amount of material used is the best way to control printing costs. The material cost in the printing process mainly refers to the printing fee, printing material fee, and anodized aluminum fee, etc., and the material fee is the product of the amount of material used and the unit price. Therefore, the calculation formula of the amount of material must be mastered in the collection of the material fee. Different printing plates have different pricing methods. PS plates are priced in sheets. Hot plates, flexible plates, etc. are priced by area. 4. Printing fee (ie printing processing fee): different types and grades of printing equipment, different printing plants or printing processes have different printing fee standards, and color printing is generally priced according to the color order. When the printing volume is small, it is calculated according to the start-up fee (ie the starting price). 5. Post-press processing fee: There are many post-press processing techniques, but the calculation method is mainly calculated by the number of processed pieces or processing area; glazing, laminating, hot stamping, etc. are calculated by processing area. 6. Other expenses: such as packing fee, transportation fee, expedited fee, etc. This part of the fee is generally determined by the two parties through negotiation and has greater flexibility. 7. Taxes: Taxes payable in accordance with relevant national tax laws.
Read More
Jul 2020
The physical effect of static electricity production must be known to everyone. Especially du is not winter, you can't feel the magic of static electricity. Flocky is the meaning of sticking fleece dao, using static electricity to 0.2mm1. Short fibers of about 5mm are planted on the fabric or paper to obtain a three-dimensional print. The production method is to print the ordinary pattern by offset printing first, then use screen printing to print the paste on the part to be flocking, apply a negative charge, and sprinkle rayon on the positively charged polar plate, Short fibers or dust made of nylon, wool or gold and silver powder, because the distance between the positive and negative electrodes is very short, the principle of electrostatic attraction between the positive and negative electrodes is used to make the fibers adsorb to the pattern with the paste and stand upright . Flocking packaging is highly popular in the packaging market. Especially it is used for jewelry boxes, perfume boxes,cosmetic paper box and other packaging. It makes the packaging more luxurious . At Top&Top has already served countless customers with flocking packaging needs.So we have enough technology and strength to make perfect art work for your packaging box.
Read More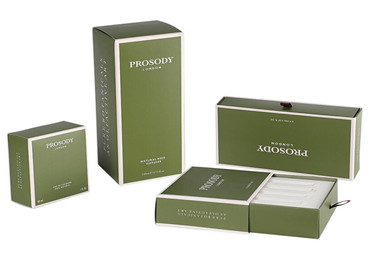
Jul 2020
For paper gift boxes, many people have questions, why is the color of the gift box changed over time? In fact, there are two reasons for the color change on the surface of the gift box: oxidation reaction and air temperature. Oxidation reaction: The composition of printing ink, there are many drying agents, antioxidants and other additives in the ink, which will not be oxidized after drying. Ink is a homogeneous mixture consisting of colored bodies (such as pigments, dyes, etc.), binders, fillers (fillers), additional materials, etc.; can be printed and dried on the body to be printed; it is colored and has a certain flow Degree of paste adhesive. Therefore, color (hue), body bone (thickness, fluidity and other rheological properties) and drying performance are the three most important properties of ink. There are many types and different physical properties, some are thick and sticky; some are quite rare. Some use vegetable oil as the linking material; some use resin and solvent or water as the linking material. These are determined according to the object to be printed, namely the substrate, printing method, type of printing plate material and drying method. Therefore, the printed part of the surface of the gift box will change color after a long time, one of the reasons is that the printing ink has not reached the standard. So if you want to get the perfect paper packaging for your products,Please feel free to contact with us,we design the paper packaging and offer a good solution for you
Read More
Jun 2020
According to the design requirements, the specific paper and materials are processed on a machine equipped with a steel knife template, and the paper or material is punched into the required shape and exhibits special effects in form. This process technology is called die cutting. The specific paper and materials are processed on a machine equipped with a steel wire template according to the design requirements. The surface of the paper or material is printed with deep or light steel wire marks under the pressure, and then folded by hand or machine. And the material is very easy to bend and form a certain form of structure or shape, this process technology is called indentation. Generally, the die-cutting and creasing process is a process of combining die-cutting knives and crimping knives in the same stencil, and performing die-cutting and creasing on the die-cutting machine at the same time. In daily production, it is usually referred to as die cutting or stamping. It can be operated as a separate process or two processes can be combined into one process on the same machine. The die-cutting plate is equipped with both steel knives and steel wires without conflict. The die-cutting and creasing process has changed the single linear or flat form of the printed matter, and let all kinds of printing and packaging be presented in three-dimensional and curved lines. The various shapes and shapes created are more beautiful and refined, and are full of creative wisdom. product. In the field of paper printed products, die-cutting and creasing processes are widely used, such as common packaging cartons, special-shaped tags, hollow labels, folding DM advertising sheets, sticker printing, leather products, etc., all need to use molds in post-press processing Cutting process. Common three-dimensional packaging boxes such as rectangular parallelepiped, cube, cone, polygon structure. Flat works of different shapes such as circles, ellipses, plum blossoms, polygons, etc., and other special creative graphics that appear in book catalogs combined with a page design.
Read More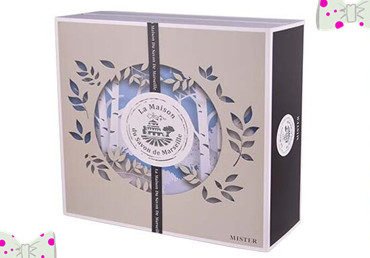
Jun 2020
For the cosmetics industry, it is necessary to design packaging boxes that visually appeal to consumers. The fashion trends of cosmetics change with the seasons, as do gift boxes in the cosmetics industry. The most effective cosmetic packaging trends rarely stay the same for a long time. Cosmetic packaging boxes give brands an opportunity to innovate, because cosmetics provide a way for people to express themselves. There may be a variety of cosmetic packaging boxes, but it is important not to keep your brand following the trend. It needs to constantly develop and push the limits. Consider these points before customizing cosmetics to make your products more popular with consumers: 1. Printing Bold prints will be very popular this year, especially with a special texture. This makes the makeup packaging itself more attractive. Visual design can be used to convey a certain feeling. For example, French-inspired brands can add French-specific international elements. For products with a variety of shades, full-page printed cosmetic packaging can enable customers to better understand the products they purchase. 2. Craft Adding some additional packaging technology to the cosmetic packaging box can make consumers have a powerful shock whether visually or tactilely. Laminating, embossing, embossing, and bronzing can make the cosmetic packaging displayed on the shelves more attractive. With so many brands and products in the cosmetics field, it is vital to differentiate products. 3. Interior space design Many makeup lovers like to try new things, which is why some brands distribute samples every time they order, especially when customers buy online. In many cases, these samples are only provided with the product, but a more creative way of handling the samples is to include them directly in cosmetic packaging. Embedding samples can not only increase the creativity of cosmetic packaging, but also make customers feel very happy, and will continue to repurchase more products. Cosmetic packaging needn't have a standard rectangular shape. Many top beauty brands have unique packaging designs because it sticks out from other products on the shelves, so it is more attractive to the audience. Whether cosmetics are popular with consumers often depends on their first impressions of brands, products, and packaging, especially when building brand awareness with consumers, customers, and customers. When customizing cosmetics packaging boxes, we need to consider the customer's vision, touch, and the sense of pleasure generated by the product, so as to customize the more popular packaging boxes for consumers.
Read More
Jun 2020
Clear brand identity Any new product on the cosmetics production line must have a clear brand identity, so that loyal customers can easily find the new product, and new customers who are interested in a particular cosmetics production line will also recognize the product as the brand product series a part of. Designers of many very successful cosmetic brands know that simplicity creates a high-quality image, and colorful design is a trend. It is in high-speed fashion, but it must be properly designed to maintain a high-quality image. Make sure that any new products in your product line can clearly identify your brand and add additional design elements to each unique product. Outstanding design The shelves are full of products, and the packaging design of cosmetics must stand out from many products. The factors that make cosmetic packaging more attractive are the surface treatment, color or style of the packaging carton. In a highly saturated field, excellent design is a key factor. Those cosmetics that display a high-quality image on the packaging are more attractive to consumers who browse the shelves. The science behind effective design involves design elements among consumers that create instinctive responses. These factors relate to all aspects of packaging, including color, style, craftsmanship, logo and graphics. The any cosmetics packaging is a key factor to attract consumers, especially because consumers only have two to three seconds to pay attention to, select and further investigate cosmetics. At TOP&TOP Packaging, our team of professional designers brings a wealth of knowledge and experience to cosmetic packaging design. Our creative, high-impact packaging design is ultimately customizable, we have the ability to produce a full range of product packaging services on our most advanced printing equipment, which can help your cosmetic brand have the greatest impact on consumers
Read More
May 2020
The color matching of the makeup packaging design plays a crucial role in determining the customer's first impression of a brand or product. Color plays an important role in make-up packaging. It can determine consumer sentiment and affect its behavior. The Pantone Color Institute chooses an annual color every year, and it has been doing this for the past 20 years. After well-thought-out applications, popular colors can help brands keep up with trends and meet consumer expectations for new things. For example, in 2016, crystal powder was the popular color of the year and was also commonly known as "millennial powder". It has penetrated into many industries. In addition to being used in cosmetic packaging boxes, even from fashion to interior decoration, and even electronic products, rose elements are everywhere. According to Pan Tong, live coral was the last year's popular color because it is a vivid color that reflects life, although its edges are relatively soft. With the recent vigorous promotion of environmental protection packaging, many companies will reflect this through the color matching of color cosmetic packaging boxes, not only to remind everyone to pay attention to environmental protection through color, but also reflect this on product packaging boxes. For example, use recyclable packaging materials. Color can make product packaging famous in many packaging designs, so it is very important for brands to understand how color and consumer psychology are intertwined. Packaging colors and consumer expectations With the rapid development of technology and artificial intelligence, many people are eager for warmth and humanity, and the warm color makeup box can make consumers feel warm and happy. Most consumers spend a lot of time online, especially on social media. Brands can take advantage of this. The warm and humanistic tones are likely to attract shoppers ’attention. All of these are important to influence consumer psychology, which will make shoppers feel warm and popular. Gradient Over the past few years, another trend in packaging design has been gradual change. The main color is matched with similar colors to form a soft gradient. Such as red, orange and yellow, they can blend well with pink. Combined, these colors can form a gradient that will effectively grab shoppers ’attention. Popular colors It is easy to keep the popular trends and easily interweave the famous brand logos. Adding a popular color in "Best Color of the Year" or setting it as a background color makes it easy to upgrade any make-up packaging to make it a trend immediately. The simple color matching also adds warmth and fun, making the packaging design more attractive. Elements of color Another complicated method to make the packaging have the latest popular color is to simply apply the color element to its design. Adding color to the element itself can enhance the design. Simple graphics, even structure and shape can be consistent with the annual color. Color tre...
Read More
May 2020
Nail polish is one of the most attactive products for many girls. So packaging paper boxes can help the manufacturers to protect the products,what is more,custom printed nail polish packaging boxes can also make more sales.and get more market. There are too many nail polish boxes that are placed on the shelve.but do you know the reason if a customer chooses your products? The most important reson is your packaging that is unique and outstanding.another feature is that the packaging should be sturdy so that it can protect the bottle inside. Printing can make your paper cosmetic box more beautiful.you can choose different printing,like CMYK,PMS or textured techniques to create more effects. And you can use different finishing potions in cluding,lamination,matte lamination,gloss lamination,gloss UV,mattte UV,Embossing or foiling. Good finishing and printing will give your customers an idea that you can produce a quality products. If you are new in packaging.Please contact with us,we will provide you with stlish custom printed cosmetic boxes based on your demands.
Read More
May 2020
We will give you a detailed introduction to some of the regular sizes of the album printing! Let's understand leaflet Usually the size is 210mm × 285mm, 420mm × 285mm, 157g / m3 and 200g / m3 coated paper are commonly used for printing a small number of leaflets. Trifold Standard size: 210mm × 285mm Finished product size: tile 210mm × 285mm, fold 210mm × 95mm The types can be divided into: organ fold, ordinary fold, special fold, door fold, map fold, parallel fold, poster fold, scroll fold, etc. Poster size Standard poster size: 13cm × 18cm, 19cm × 25cm, 42cm × 57cm, 50cm × 70cm, 60cm × 90cm, 70cm × 100cm, 42cm × 57cm, 50cm × 70cm Common poster sizes: 42cm × 57cm, 50cm × 70cm
Read More

Apr 2020
Post-press processing of printed products mainly refers to surface finishing, binding process and other processing methods to improve the pressure resistance, water resistance and sealing or environmental protection performance of printed products. The post-printing process in the industry refers to the surface finishing of the printed matter as the main direction. Generally speaking, the post-printing process (hereinafter referred to as the printing process or process) mainly refers to a series of processing procedures after the substrate has finished printing. Cutting, bumping, embossing, rolling marks, bronzing, laminating, folding, punching, glazing, laminating, die cutting, binding, packaging, etc. Excellent printed matter must add points to the packaged goods carried and add value to the product. It must have the following basic conditions. Creative design, suitable printing carrier, accurate printing color reproduction and detailed post-press processing, printing The post-press process can be regarded as two processing techniques in the process of printing finished products. For example, the conception, selection and creation of calligraphy and painting works are the main processes, but there are still many processes to go through before the market. Exquisite calligraphy and painting works are always It needs to be completed after professional installation. The printing process is also a crucial process like this for printed products. Post-press processing technology is more complicated than the printing process because of the wide variety of equipment, materials and technologies involved, from simple cutting and binding, common uneven embossing or hot stamping gold foil process, to complex shaped die cutting and advanced digital control Optical fiber cutting, etc., the post-printing process has exceeded the scope of the narrow print itself, providing designers and printing technologists engaged in the printing and packaging design industry with a wider and deeper world where free creativity can be exerted. In the planning and design, as well as in the process of post-printing processing, several issues need to be noted: 1. Prepare the printing process samples as a reference standard for design 2. The impact of the choice of printing carrier on the printing process is decisive 3. If possible, compare the various materials needed 4. Formulate detailed processing plans and discuss with printing suppliers 5. The operation rules for special processing must be specified 6. Even if it is a simple process, do not ignore the requirements for details 7. If handwork is involved, making the sample yourself is the best way If you have any questions about the paper packaging ,please feel free to contact with me.
Read MoreShenzhen Top & Top Printing Packing Co.,Limited is located in the heart of Shenzhen,China.Its state of the art facility offers a wide range of printing and packaging solutions including the manufacturing of books,cosmetics and customized finishings,as well as OEM/ODM services to both its foreign and domestic partners.
Shenzhen Top & Top Printing Packing Co.,Limited is located in the heart of Shenzhen,China.Its state of the art facility offers a wide range of printing and packaging solutions including the manufacturing of books,cosmetics and customized finishings,as well as OEM/ODM services to both its foreign and domestic partners.
Established in 2005,SHENZHEN TOP&TOP PRINTING PACKING CO., LTD Located in Shenzhen city, occupied 6800 square meters, and has more than 600 workers. We are a professional enterprise that specializes in developing, designing , producing and selling of printing packing products. Our main products include double paper cosmetic box, printing servic...
 R201, Building C ,Ping Xin Nan Road No 33, PingHu Town, Longgang District ,Shenzhen, China
R201, Building C ,Ping Xin Nan Road No 33, PingHu Town, Longgang District ,Shenzhen, China
 86-0755-89358550
86-0755-89358550
Please read on, stay posted, subscribe, and we welcome you to tell us what you think.





© Copyright: 2024 Shenzhen Top&Top Printing Packing Co., Ltd. All Rights Reserved.
 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의